“德旺牌”清灰打碼機使用說明書
一、功能及適用范圍
本機是為鼓式剎車片生產加工而設計制造的清灰打碼機,能在剎車片加工后緒工序中進行內外弧清灰、噴碼、LOGO印制等項工序,然后送入下一道包裝設備進行對產品包裝。此機各個動作程序使用PLC程序控制器進行控制。
二、本機特點
(1)、本機生產效率高,可實現一機多能,在一臺機器上同時實現內弧、外弧清灰、LOGO印制、噴碼或激光打碼等多道工序(噴碼機由廠家自由選擇組裝,本機預留有噴碼位置)。
(2)、本機可單獨使用完成上述各項功能,也可進行聯機與加工自動化生產線組合在一起,實現自動化流水線生產;
(3)、本機各個功能全部實現自動化,自動實現各工位加工及各工序間工件輸送、定位,提高了生產效率;
(5)、每道工序均采用封閉抽塵裝置把加工產生的粉塵抽走,實現清潔自動化生產。
(6)、 可根據用戶需要任意選配噴碼或激光打碼;加裝了LOGO印制機構,實現一機多能,減少重新購置設備費用。
(7)、適應面寬,如果適當進行少量調節就能適應多品種、多規格鼓式剎車片的加工生產。
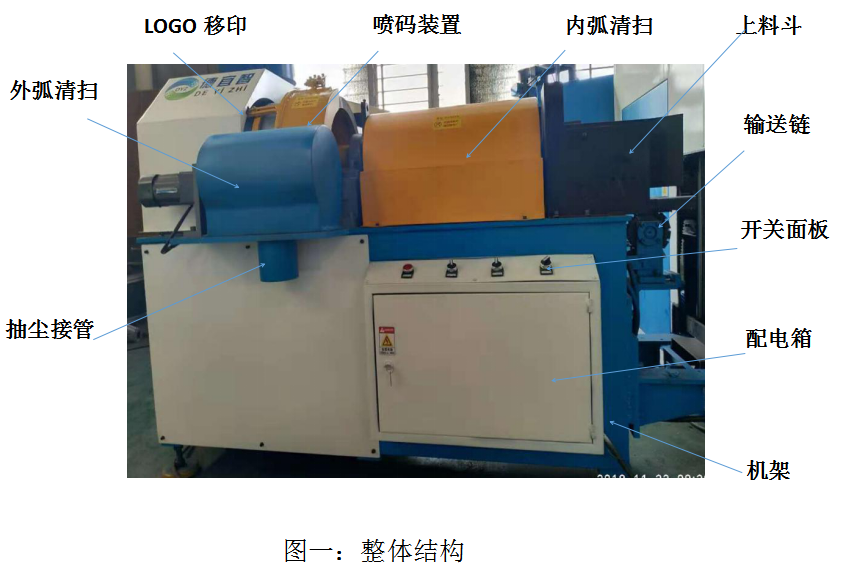
三、機器結構
本機主要由六部分組成,即:機架體、輸送部分、噴碼部分、移印部分、送出堆垛部分、抽塵部分。部分功能如圖一所示:
四、主要參數
1、加工范圍:R142~R240mm,寬度80-240mm;
2、主電機功率:0.75KW/380V;
3、加工效率:1人可操作3臺;
4、抽塵率:93 %;
5、整機功率:滿負荷生產時,整機功率≈1.6 KW/H
6、工作效率:5~26片/分(可調節)
7、機床自重:1300KG
五、使用方法
1、面板操作開關作用
(1)電源開關
打開電源總開關,電源接通,指示燈亮,可以進行工作;
(2)啟動--停止開關
此開關打開,清灰、打碼機構開始工作,滾筒旋轉,在上料箱放置剎車片后可自動進行送件、打碼,打碼后由氣缸將剎車片直接送出;
(3)推片--停止--移印開關:
此開關由停止旋入移印位置,移印機部分開始移印,每次送來剎車片后,機器自動發出指令,進行LOGO印制。此部分在工作中可根據需要,如果產品不需要進行LOGO印制,將此開關旋至推片,此部分機構只是停止移印,但不影響剎車片的送出工作。
(4)輪轂反轉按鈕
此按鈕平常兼作電源指燈用,有電時亮起,無電時熄滅;工作中如果出現輪轂及輸送鏈卡片或其它原因需要倒退情況,可用手點動此按鈕,此時輪轂倒轉,輸送鏈倒回。
2、開機前的準備工作
開機前,要確定所要加工的剎車片型號尺寸,拿一個剎車片樣件
進行試運行,主要看上料箱側擋板寬度、高度調整是否合適,送件導軌及側擋板調節是否合適,輪轂上的限位擋圈調節是否到位、LOGO標識移印位置是否符合要求等,這些內容也是機器更換產品型號時必須檢查的內容(具體調整方法見下面內容)。
3、使用方法
打開電源開關,打開啟-停開關,機器開始運轉。產品需要移印時需同時打開移印開關。一切運轉正常后就可以在放料箱中堆放剎車片進行正常工作。如果進行移印LOGO,須事先檢查油墨盅內的油墨量,不足時應補充添加。如果機器長時間沒用,再次啟用時油墨太稠需要進稀濕 ,以達到更好移印效果。整機運行速度是每分鐘可有5--26片,如果要調整運行速度,可調節配電箱內的變頻器旋鈕,同時參考變頻器顯示器顯示的頻率數字,選擇所需要的運行速度。通過此方式可控制設備的實際運行速度。本機由于受移印及打碼響應速度限制,工作效率是每分鐘不能超過26片,這樣才能保證工作穩定,否則容易出現因過快而出現剎車片堆積及卡機情況(出廠時工作效率調整在每分鐘25片左右)。
4、調整
機器使用正常情況下一般不需要調整,但是在換剎車片型號后,需要根據剎車片的長、寬、厚的尺寸對設備進行必要的調節,以使機器工作更穩定,不會出現問題![]()
![]() 。
。
(1)上料箱的調節:上料箱的調節主要有寬度調節、厚度調節,寬度調節是調節進上箱兩邊的調節板,保證兩調節板之間的距離比剎車片寬10mm左右即可,另外要調節上料箱厚度調節板,具體方法是松開調節板螺釘,將調節板高度調整為正好每次只能讓一個剎車片進入輸送導軌即可。
(2)、導軌及側擋板的調節:
輸送鏈兩側的剎車片移動導軌間距可以進行調整,調整的目的是讓輸送鏈上的剎車片貼緊輸送導軌,使輸送鏈輸送剎車片更穩定;調整導軌上面的側擋板可以限制剎車片在輸送過程中的左右竄動,以保證能將剎車片準確地送入至輪轂,其調整方法也是調松側擋板的緊固螺釘,位置調整合適時再擰緊螺釘即可。
(3)LOGO標識移印位置的調整:由于剎車片寬度變化較大,移印頭的位置是固定的,所以出現在更換產品型號后,移印標識所印的位置不一定是理想的位置,此時就需要調整。具體的調整方法是:調整送片可調整氣缸行程,利用調整行程的大小,使每次剎車片在不同的位置停留,使剎車片上的移印位置正好對正在移印頭的下方即可。
(4)輪轂擋圈位置的調整:輪轂擋圈可以沿輪轂軸方向進行調整,主要是適應不同寬度的剎車片在噴碼時確保端面離噴碼頭的距離符合噴碼要求。
(5)對射式光電開關的調整:滾筒上的剎車片在噴碼后離開滾筒進入LOGO印制滑道,由推件氣缸推出,推件氣缸的動作靠對射光電開關發出信號,而對射開關必須保證光點對正,如果偏移過多,不能有效感知有無剎車片到位情況,影響正常工作,因而就需要調整。調整時,將一端的紅外光發射光點對正另一端的接收窗口即可。檢驗調整的效果如何,可在開機狀態用手快速遮擋一下光源,如果氣缸能正常動作即可。
(6)鏈條拆卸后的重裝調整:由于此機械需要輸送鏈與輪轂運轉的配合才不使送入剎車片與輪轂上的推塊發生沖突,因而調整好的機械是不能隨便調動各傳動鏈條與鏈輪間的相對位置的,否則會出現卡片或根本無法輸送的情況。但在修理時有時必須拆下鏈輪鏈條,那安裝時怎樣保證鏈條鏈輪間相對正確位置呢?這有兩種方法:一是拆卸時對鏈條、鏈輪的安裝位置做上記號,安裝時原位裝回即可;二是如果拆卸范圍較大,或記號搞亂,那就需要重新調整,即:先拆下換向器驅動鏈條,用一寬約220mm、弦長約200mm的剎車片放入輸送鏈,慢慢送入輪轂下面,剛好送到位時,轉動輪轂,使輪轂其中一擋塊正好離剎車片邊有約30mm的位置,這時在不動輪轂及輸送鏈的情況下將帶動換向器的鏈條接頭按好即可,接好后先空轉一下,合適即可。如果不合適,再做微量調整。
六、維護保養
1、更換剎車片型號時,一定要先調整好各個調整部位,以確保剎車片能正常輸送而不至于卡片。
2、如果出現卡片等故障,應立即停機,防止損壞機械。
3、注意定期清理灰塵,保持切割工作臺干凈清潔;
4、定期檢查各運動部件連接情況,防止松動。
相關產品




相關新聞
更多>>- 棗陽市科技局駱局長新春調研德宜智公司 2016-02-29
- 湖北德宜智精密機械有限公司再獲殊榮 2020-05-08
- 我公司特邀代表在無錫2014年度摩擦材... 2020-05-08
- 發明專利獲授權 拼搏創新又添“金” 2020-05-08
- 湖北省公布第二批支柱產業細分領域隱... 2020-05-08
- 咸陽院雷建斌等領導考察湖北德宜智公司 2018-12-19
- 湖北德宜智精密機械有限公司憑借專利... 2017-05-12
- 棗陽市發明協會成立 2016-11-08
- 中國摩擦密封材料協會會長王耀先生一... 2016-08-21
- 棗陽市目前正在緊鑼密鼓籌建發明協會 2016-03-11